

Soldadura manual de metal por arco
Sabías ...
SOS Children, que corre cerca de 200 sos escuelas en el mundo en desarrollo, organizó esta selección. Antes de decidir sobre el patrocinio de un niño, ¿por qué no aprender sobre diferentes obras de caridad de patrocinio primero ?

Blindado de soldadura por arco metálico (SMAW), también conocido como arco manual metal de soldadura (MMA o MMAW), flujo de soldadura de arco cubierto o informalmente como soldadura con electrodo revestido, es un manual proceso de soldadura por arco que usa un consumible electrodo recubierto en fundente para sentar la soldadura. Una corriente eléctrica, en la forma de corriente alterna o corriente continua de una soldadura de la fuente de alimentación, se utiliza para formar una arco eléctrico entre el electrodo y los metales para ser unido. Como se presenta la soldadura, el revestimiento de fundente del electrodo se desintegra, emitiendo vapores que sirven de gas de protección y proporcionar una capa de escoria, ambos de los cuales proteger la zona de soldadura de la contaminación atmosférica.
Debido a la versatilidad del proceso y la sencillez de su equipo y funcionamiento, protectores de metal de soldadura de arco es uno de los procesos de soldadura más populares del mundo. Domina otros procesos de soldadura en la industria de mantenimiento y reparación, y aunque soldadura por arco con núcleo de fundente está creciendo en popularidad, SMAW se sigue utilizando ampliamente en la construcción de estructuras de acero y en la fabricación industrial. El proceso se utiliza principalmente para soldar hierro y aceros (incluyendo acero inoxidable), pero de aluminio , níquel y cobre aleaciones también se pueden soldar con este método.
Desarrollo
Tras el descubrimiento del arco eléctrico en 1800 por Humphry Davy había poco desarrollo en la soldadura eléctrica hasta Auguste de Méritens desarrolló una antorcha de arco de carbono, patentado en 1881. Nikolay Benardos desarrollado soldadura de arco de carbono, la obtención de patentes de 1887 que muestra un soporte de electrodo rudimentaria. En 1888 electrodo metálico consumible fue inventado por Nikolay Slavyanov. Más tarde, en 1890 CL Ataúd recibido La patente de EE.UU. 428.459 por su método de soldadura por arco que utiliza un electrodo de metal. El proceso, como SMAW, deposita el metal fundido del electrodo en la soldadura como relleno.
Hacia 1900 AP Strohmenger y Oscar Kjellberg dio a conocer los primeros electrodos revestidos. Strohmenger utiliza arcilla y recubrimiento de cal para estabilizar el arco, mientras que Kjellberg sumerge alambre de hierro en mezclas de carbonatos y silicatos para recubrir el electrodo. En 1912 Strohmenger lanzó un electrodo revestido fuertemente pero de alto costo y los métodos de producción complejos impidió estos primeros electrodos de ganar popularidad. En 1927 el desarrollo de un proceso de extrusión reduce el costo de electrodos de recubrimiento al tiempo que permite a los fabricantes a producir mezclas de recubrimiento más complejos diseñados para aplicaciones específicas. En la década de 1950 fabricantes introdujeron polvo de hierro en el recubrimiento de flujo, por lo que es posible aumentar la velocidad de soldadura.
En 1938 KK Madsen describe una variación automática de SMAW, ahora conocido como soldadura de la gravedad. Ganó brevemente popularidad en la década de 1960 después de recibir publicidad para su uso en Japón astilleros aunque hoy sus aplicaciones son limitadas. Otra poca variación usado del proceso, conocido como soldadura petardo, se desarrolló en la misma época por George Hafergut en Austria .
Operación

Para cebar el arco eléctrico, el electrodo se pone en contacto con la pieza de trabajo por un toque muy ligero con el electrodo al metal base y luego se tira un poco hacia atrás. Esto inicia el arco y por lo tanto la fusión de la pieza de trabajo y el electrodo consumible, y hace que las gotitas del electrodo que se pasan desde el electrodo a la baño de fusión. A medida que el electrodo se derrite, el flujo cubriendo desintegra, emitiendo gases de protección que protegen la zona de soldadura de oxígeno y otros atmosféricas de gases. Además, el flujo proporciona escoria fundida que cubre el metal de relleno a medida que viaja desde el electrodo a la piscina de soldadura. Una vez que parte de la piscina de soldadura, la escoria flota a la superficie y protege la soldadura de la contaminación medida que se solidifica. Una vez endurecido, debe ser convertida en astillas para revelar la soldadura terminada. Como soldadura progresa y el electrodo se derrite, el soldador debe parar periódicamente soldadura para quitar el trozo restante electrodo e inserte un nuevo electrodo en el porta electrodo. Esta actividad, en combinación con socavando la escoria, reduce la cantidad de tiempo que el soldador puede pasar, por la soldadura, haciendo SMAW uno de los procesos de soldadura menos eficientes. En general, el factor de operador, o el porcentaje de tiempo del operador por el que se pasaron de soldadura, es de aproximadamente 25%.
La técnica de soldadura real utilizado depende en el electrodo, la composición de la pieza de trabajo, y la posición de la articulación se está soldando. La elección de electrodo y la soldadura posición también determinar la velocidad de soldadura. Soldaduras planas requieren la habilidad menos operador, y se puede hacer con electrodos que se funden rápidamente, pero se solidifican lentamente. Esto permite velocidades de soldadura más altas. Inclinado, soldadura vertical u revés requiere más habilidad del operador, y a menudo requiere el uso de un electrodo que se solidifica rápidamente para evitar que el metal fundido fluya fuera de la piscina de soldadura. Sin embargo, esto generalmente significa que el electrodo se funde menos rápidamente, aumentando así el tiempo requerido para establecer la soldadura.
Calidad
Los problemas más comunes de calidad asociados con SMAW incluyen salpicaduras de soldadura, la porosidad, la mala fusión, penetración poco profunda, y el agrietamiento. Las salpicaduras de soldadura, mientras que no afecta la integridad de la soldadura, los daños a su apariencia y aumenta los costos de la limpieza. Puede ser causada por excesivamente alta corriente, un arco largo, o golpe de arco, una condición asociada con corriente continua caracterizada por el arco eléctrico está desviado lejos de la piscina de soldadura por fuerzas magnéticas. Golpe de arco también puede causar porosidad en la soldadura, como la contaminación puede conjunta, alta velocidad de soldadura, y un arco de soldadura de largo, especialmente cuando se utilizan electrodos de bajo hidrógeno. Porosidad, a menudo no es visible sin el uso de avanzada métodos de ensayos no destructivos, es una grave preocupación, ya que potencialmente puede debilitar la soldadura. Otro defecto que afecte a la resistencia de la soldadura es pobre de fusión, aunque a menudo es fácilmente visible. Es causada por baja corriente, superficies articulares contaminados, o el uso de un electrodo inadecuado. Poca penetración, otro perjuicio de soldadura de resistencia, puede ser abordado por la disminución de la velocidad de soldadura, el aumento de la corriente o el uso de un electrodo más pequeño. Cualquiera de estos defectos de soldadura-relacionadas en fuerza puede hacer la soldadura propenso a agrietarse, pero otros factores están involucrados también. Alto contenido de carbono, aleación o azufre contenido en el material de base puede conducir a la rotura, sobre todo si no se emplean electrodos de bajo hidrógeno y precalentamiento. Además, las piezas de trabajo no deben ser excesivamente restringida, ya que esto introduce tensiones residuales en la soldadura y puede causar el agrietamiento como la soldadura se enfría y se contrae.
Seguridad
Soldadura SMAW, al igual que otros métodos de soldadura, puede ser una práctica peligrosa y poco saludable si no se toman las precauciones adecuadas. El proceso utiliza un arco eléctrico abierto, lo que presenta un riesgo de quemaduras que se impidió por equipo de protección personal en forma de pesada cuero guantes y chaquetas de manga larga. Además, el brillo de la zona de soldadura puede conducir a una condición llamada ojo de arco, en el que la luz ultravioleta causa la inflamación de la córnea y puede quemar las retinas de los ojos. Soldadura cascos con placas de cara oscuros se usan para prevenir esta exposición, y en los últimos años, los nuevos modelos de casco han sido producidos que cuentan con una placa de cara que la auto-oscurece después de la exposición a altas cantidades de luz UV. Para proteger a los transeúntes, sobre todo en entornos industriales, cortinas de soldadura translúcidos menudo rodean la zona de soldadura. Estas cortinas, hechas de una polivinil cloruro de película de plástico, escudo trabajadores cercanos de la exposición a la luz ultravioleta del arco eléctrico, pero no debe ser usado para reemplazar el filtro de cristal utilizado en los cascos.
Además, los materiales de metal y de flujo de vaporización exponen soldadores a los gases peligrosos y material particulado. La humo producido contiene partículas de varios tipos de óxidos. El tamaño de las partículas en cuestión tiende a influir en el toxicidad de los humos, con partículas más pequeñas que presenta un peligro mayor. Además, gases como el dióxido de carbono y el ozono pueden formar, lo que puede resultar peligroso si la ventilación es insuficiente. Algunas de las últimas máscaras de soldadura están equipados con un ventilador accionado eléctrico para ayudar a dispersar los vapores nocivos.
Aplicación y materiales
Blindado de soldadura por arco de metal es uno de los procesos de soldadura más populares del mundo, lo que representa más de la mitad de todas las soldaduras en algunos países. Debido a su versatilidad y simplicidad, es particularmente dominante en la industria de mantenimiento y reparación, y se utiliza en gran medida en la construcción de estructuras de acero y en la fabricación industrial. En los últimos años su uso ha disminuido a medida que la soldadura por arco con núcleo de fundente se ha expandido en la industria de la construcción y la soldadura por arco metálico con gas se ha vuelto más popular en entornos industriales. Sin embargo, debido al coste de los equipos de baja y amplia aplicabilidad, el proceso probablemente seguirá siendo popular, especialmente entre los aficionados y las pequeñas empresas, donde los procesos de soldadura especializados son antieconómico e innecesario.
SMAW se utiliza a menudo para soldar acero al carbono, de alta y baja acero de aleación, acero inoxidable, hierro fundido, y hierro dúctil. Aunque menos popular para materiales no ferrosos, que se pueden utilizar en el níquel y el cobre y sus aleaciones y, en casos raros, en aluminio. El espesor del material a soldar es limitado en el extremo inferior, principalmente por la habilidad del soldador, pero rara vez no caer por debajo de 0,05 in (1,5 mm). No existe límite superior: con la preparación adecuada de las articulaciones y el uso de múltiples pasadas, materiales de espesores prácticamente ilimitadas se pueden unir. Además, dependiendo del electrodo usado y de la habilidad del soldador, SMAW se puede utilizar en cualquier posición.
Equipo
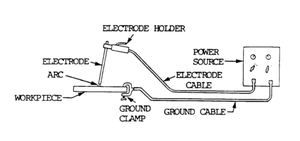
Equipo de soldadura por arco metálico blindado típicamente consiste en una fuente de alimentación de soldadura de corriente constante y un electrodo, con un soporte de electrodo, una abrazadera de tierra, y los cables de soldadura (también conocido como cables de soldadura) que conecta los dos.
Fuente de alimentación
La fuente de alimentación utilizada en SMAW tiene una salida de corriente constante, asegurando que la corriente (y por tanto el calor) permanece relativamente constante, incluso si la distancia de arco y la tensión de cambio. Esto es importante porque la mayoría de las aplicaciones de SMAW son manual, que requiere que un operador sostenga la antorcha. Mantener una distancia de arco adecuadamente estable es difícil, si una fuente de alimentación de voltaje constante se utiliza en lugar, ya que puede provocar variaciones de calor dramáticos y hacer más difícil la soldadura. Sin embargo, porque la corriente no se mantiene absolutamente constante, soldadores cualificados que realizan soldaduras complicadas pueden variar la longitud de arco para causar fluctuaciones menores en la corriente.

La polaridad preferida del sistema SMAW depende principalmente de electrodo utilizado y las propiedades deseadas de la soldadura. La corriente directa con un electrodo cargado negativamente (DCEN) provoca la acumulación de calor en el electrodo, aumentando la velocidad de fusión del electrodo y la disminución de la profundidad de la soldadura. La inversión de la polaridad, por lo que el electrodo está cargado positivamente (DCEP) y la pieza de trabajo está cargada negativamente aumenta la penetración de la soldadura. Con corriente alterna los cambios de polaridad más de 100 veces por segundo, creando una distribución de calor uniforme y proporcionar un equilibrio entre la velocidad de fusión del electrodo y la penetración.
Típicamente, el equipo utilizado para SMAW consiste en una el paso hacia abajo transformador y de modelos directa actual un rectificador, que convierte corriente alterna en corriente directa. Debido a que la potencia normalmente suministrado a la máquina de soldadura es corriente alterna de alta tensión, el transformador de soldadura se utiliza para reducir la tensión y aumentar la corriente. Como resultado, en lugar de 220 V a 50 A, por ejemplo, la potencia suministrada por el transformador es de alrededor de 17-45 V en corrientes de hasta 600 A. Un número de diferentes tipos de transformadores puede ser utilizado para producir este efecto, incluyendo la bobina múltiple y máquinas inversor, con cada uno usando un método diferente para manipular la corriente de soldadura. El tipo de bobina múltiple ajusta la corriente, ya sea variando el número de vueltas en la bobina (en transformadores de tipo grifo) o mediante la variación de la distancia entre las bobinas primaria y secundaria (en bobina móvil o transformadores de núcleo móviles). Inversores, que son más pequeñas y por lo tanto más portátil, utilizan componentes electrónicos para cambiar las características actuales.
Generadores eléctricos y alternadores se utilizan frecuentemente como fuentes de alimentación de soldadura portátiles, pero debido a una menor eficiencia y mayores costes, se utilizan con menos frecuencia en la industria. El mantenimiento también tiende a ser más difícil, debido a la complejidad de la utilización de un motor de combustión como fuente de energía. Sin embargo, en un sentido que son más simples: el uso de un rectificador separado es innecesario porque pueden proporcionar CA o CC. Sin embargo, las unidades accionadas por el motor son más práctica en el trabajo de campo donde la soldadura a menudo debe hacerse fuera de las puertas y en lugares donde los soldadores tipo de transformador no son utilizables porque no hay ninguna fuente de alimentación disponible para ser transformado.
En algunas unidades el alternador es esencialmente el mismo que el utilizado en grupos electrógenos portátiles utilizados para suministrar alimentación de la red, modificado para producir una corriente superior a una tensión menor, pero todavía en la frecuencia de red 50 o 60 Hz. En las unidades de mayor calidad con un alternador más polos se utiliza y de alimentación de corriente a una frecuencia superior, tales como 400 Hz. La menor cantidad de tiempo de la forma de onda de alta frecuencia pasa cerca de cero hace que sea mucho más fácil de golpear y mantener un arco estable que con los conjuntos de rejilla de frecuencia más baratos o unidades alimentados por la red de rejilla frecuencia.
Electrodo

La elección de electrodo para SMAW depende de un número de factores, incluyendo el material de soldadura, la posición de soldadura y las propiedades de la soldadura deseados. El electrodo está recubierto en una mezcla de metal llamado flujo, que emana gases, ya que se descompone para evitar la contaminación de la soldadura, introduce desoxidantes para purificar la soldadura, hace que la escoria de soldadura protector para formar, mejora la estabilidad del arco, y proporciona elementos para mejorar la aleación calidad de la soldadura. Los electrodos se pueden dividir en tres grupos: los diseñados para derretir rápidamente se llaman electrodos "llenado rápido", las destinadas a solidificarse rápidamente se llaman electrodos "congelación rápida", y los electrodos intermedios llevar por el nombre de "llenar-congelación" o " rápido de seguir "electrodos. Llenado rápido electrodos están diseñados para derretir rápidamente para que la velocidad de soldadura se puede maximizar, mientras que de congelación rápida electrodos de suministro de metal de relleno que se solidifica rápidamente, haciendo de soldadura en una variedad de posiciones posibles de prevenir el baño de soldadura se desplace significativamente antes de solidificarse.
La composición del núcleo del electrodo es en general similar y, a veces idéntica a la del material base. Pero a pesar de que existe una serie de opciones factibles, una ligera diferencia en la composición de la aleación puede impactar fuertemente las propiedades de la soldadura resultante. Esto es especialmente cierto de los aceros de aleación tales como Aceros HSLA. Del mismo modo, los electrodos de las composiciones similares a las de los materiales de base se utilizan a menudo para la soldadura de materiales no ferrosos como aluminio y cobre. Sin embargo, a veces es deseable usar electrodos con materiales de núcleo significativamente diferente del material de base. Por ejemplo, electrodos de acero inoxidable se utilizan a veces para soldar dos piezas de acero al carbono, y con frecuencia se utilizan para soldar piezas de trabajo de acero inoxidable con piezas de trabajo de acero al carbono.
Recubrimientos de electrodo puede consistir en un número de diferentes compuestos, incluyendo rutilo, fluoruro de calcio, celulosa, y polvo de hierro. Electrodos de rutilo, recubiertas con 25% -45% de TiO2, se caracterizan por la facilidad de uso y buena apariencia de la soldadura resultante. Sin embargo, crean soldaduras con alto contenido de hidrógeno, fomentando fragilidad y agrietamiento. Los electrodos que contienen fluoruro de calcio (CaF2), a veces conocidos como electrodos básicos o de bajo hidrógeno, son higroscópico y debe ser almacenado en un lugar seco. Ellos producen soldaduras fuertes, pero con un grueso y superficie de la articulación de forma convexa. Electrodos recubiertos con celulosa, especialmente cuando se combina con rutilo, proporcionan la penetración de soldadura profunda, pero debido a su alto contenido de humedad, los procedimientos especiales deben ser utilizados para prevenir un riesgo excesivo de agrietamiento. Finalmente, polvo de hierro es un aditivo de revestimiento común, ya que mejora la productividad del electrodo, a veces tanto como duplicar el rendimiento.
Para identificar los diferentes electrodos, la American Welding Society estableció un sistema que asigna los electrodos con un número de cuatro o cinco dígitos. Electrodos cubiertos de acero de aleación ligera o baja llevan el prefijo E, seguido de su número. Los dos o tres primeros dígitos del número especifican la resistencia a la tracción del metal de soldadura, en miles libras por pulgada cuadrada (MPa). La penúltima dígitos generalmente identifica las posiciones de soldadura permisibles con el electrodo, típicamente utilizando los valores 1 (normalmente electrodos de congelación rápida, lo que implica toda la soldadura posición) y 2 (normalmente de llenado rápido electrodos, lo que implica solamente la soldadura horizontal). La corriente de soldadura y tipo de revestimiento de electrodo son especificadas por los dos últimos dígitos juntos. Cuando sea aplicable, un sufijo se utiliza para denotar el elemento de aleación siendo aportado por el electrodo.
Electrodos comunes incluyen el E6010, una congelación rápida, en todas las posiciones de electrodos con una resistencia a la tracción mínima de 60 ksi (410 MPa) que es operado usando DCEP. Su primo E6011 es similar excepto que se utiliza con corriente alterna. E7024 es un electrodo de llenado rápido, que se utiliza principalmente para hacer soldaduras planas y horizontales utilizando AC, DCEN o DCEP. Ejemplos de electrodos de relleno de congelación son el E6012, E6013, E7014 y, todos los cuales proporcionan un compromiso entre velocidades de soldadura rápidos y en todas las posiciones de soldadura.
Las variaciones del proceso
Aunque SMAW es casi exclusivamente un proceso manual de soldadura por arco, una variación del proceso notable existe, conocido como soldadura de la gravedad o la soldadura por arco gravedad. Sirve como una versión automatizada del proceso de soldadura por arco metálico blindado tradicional, que emplea un soporte de electrodo unido a una barra inclinada a lo largo de la longitud de la soldadura. Una vez iniciado, el proceso continúa hasta que el electrodo se gasta, permitiendo que el operador administrar múltiples sistemas de gravedad de soldadura. Los electrodos empleados (a menudo E6027 o E7024) se recubren fuertemente en proceso de cambio, y son típicamente 28 en (0,8 m) de largo y 0,25 en (6 mm) de espesor. Como en SMAW manual, se utiliza una fuente de alimentación de soldadura de corriente constante, ya sea con polaridad negativa corriente continua o alterna. Debido a un aumento en el uso de procesos de soldadura semiautomáticas, tales como la soldadura por arco con núcleo de fundente, la popularidad de la gravedad de soldadura ha caído como su ventaja económica sobre tales métodos es a menudo mínima. Otros métodos relacionados con SMAW que se utilizan incluso con menos frecuencia incluyen la soldadura petardo, un método automático para hacer tope y de filete de soldaduras, y la soldadura de electrodo masiva, un proceso para la soldadura de componentes o estructuras grandes que pueden depositar hasta 60 libras (27 kg) de metal de soldadura por hora.