

Soudage à l'arc à l'électrode enrobée
Saviez-vous ...
SOS Enfants, qui se déroule près de 200 sos écoles dans le monde en développement, a organisé cette sélection. Avant de vous décider à propos de parrainer un enfant, pourquoi ne pas en apprendre davantage sur différents organismes de parrainage premier ?

Blindé soudage à l'arc (SMAW), aussi connu comme l'arc métallique soudage manuel (MMA ou MMAW), flux soudage à l'arc blindé ou officieusement comme soudage à la baguette, est un manuel processus de soudage à l'arc qui utilise un consommable électrode revêtue dans flux de poser la soudure. Une un courant électrique, dans la forme soit d' un courant alternatif ou courant continu à partir d'un Alimentation de soudage, est utilisée pour former un arc électrique entre l'électrode et les métaux soit rejoint. Comme la soudure est posé, le revêtement de flux de l'électrode se désintègre, dégageant des vapeurs qui servent le gaz de protection et de fourniture d'une couche de laitier, à la fois de protéger laquelle la zone de soudure contre la contamination atmosphérique.
En raison de la polyvalence du processus et la simplicité de son équipement et l'exploitation, à l'abri métallique soudage à l'arc est l'un des procédés de soudage les plus populaires au monde. Il domine d'autres procédés de soudage à l'industrie de l'entretien et de réparation, et si fourré soudage à l'arc gagne en popularité, SMAW continue à être largement utilisé dans la construction de structures en acier et la fabrication industrielle. Le processus est principalement utilisé pour souder le fer et aciers (y compris acier inoxydable), mais l'aluminium , nickel et cuivre alliages peuvent également être soudés avec cette méthode.
Développement
Après la découverte de l'arc électrique en 1800 par Humphry Davy il y avait peu de développement dans le soudage électrique avant Auguste de Méritens développé un chalumeau à arc de carbone, breveté en 1881. Nikolay Benardos développé soudage à l'arc de carbone, l'obtention de brevets de 1887 montrant un porte-électrode rudimentaire. En 1888 consommable électrode métallique a été inventé par Nikolay Slavyanov. Plus tard en 1890 CL Coffin a reçu Le brevet US 428 459 pour son procédé de soudage à l'arc qui utilise une électrode métallique. Le processus, comme SMAW, déposé fondu électrode métallique dans la soudure comme charge.
Vers 1900 AP et Strohmenger Oscar Kjellberg a publié les premières électrodes enrobées. Strohmenger utilisé Clay et enduits à la chaux pour stabiliser l'arc, tandis que Kjellberg plongé fil de fer dans des mélanges de carbonates et silicates pour revêtir l'électrode. En 1912 Strohmenger publié une électrode très enduit, mais le coût élevé et les méthodes de production complexes empêché ces premières électrodes de gagner en popularité. En 1927, le développement d'un procédé d'extrusion réduit le coût des électrodes de revêtement tout en permettant aux fabricants de produire des mélanges de revêtement plus complexes conçus pour des applications spécifiques. Dans les années 1950 fabricants introduit la poudre de fer dans le revêtement de flux, ce qui permet d'augmenter la vitesse de soudage.
En 1938 KK Madsen décrit une variation automatique de SMAW, maintenant connu comme gravité soudage. Il a gagné brièvement popularité dans les années 1960 après avoir reçu de la publicité pour son utilisation dans japonais chantiers navals si aujourd'hui ses applications sont limitées. Un autre peu de variation utilisé du processus, connu sous le nom pétard soudage, a été développé à la même époque par George Hafergut en Autriche .
Opération
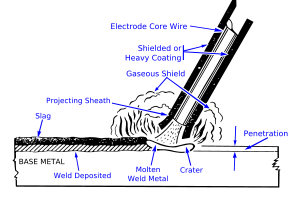
Pour frapper l'arc électrique, l'électrode est mise en contact avec la pièce par un très léger contact avec l'électrode sur le métal de base est ensuite tiré vers l'arrière légèrement. Cette amorce l'arc et par conséquent la fusion de la pièce à usiner et l'électrode consommable, et entraîne les gouttelettes de l'électrode à être transmis de l'électrode à la piscine soudure. Comme l'électrode fond, le flux couvrant désintègre, dégageant des gaz de protection qui protègent la zone de soudure oxygène et d'autres atmosphériques gaz. En outre, le flux fournit laitier en fusion qui recouvre le métal d'apport qui se déplace à partir de l'électrode à la masse fondue de soudure. Une fois que la partie de bain de fusion, le laitier flotte à la surface et de protéger la soudure contre la contamination lors de sa solidification. Une fois durci, il doit être rogné pour révéler la soudure finie. Comme la soudure progresse et l'électrode fond, le soudeur doit périodiquement arrêter de souder pour enlever l'électrode stub restant et insérer une nouvelle électrode dans le porte-électrode. Cette activité, combinée à rogner le laitier, réduit la quantité de temps que le soudeur peut passer portant la soudure, faisant SMAW un des procédés de soudage les moins efficaces. En général, le facteur de l'opérateur, ou le pourcentage de temps passé de l'opérateur portant soudure, est d'environ 25%.
La technique de soudage réelle utilisée dépend de l'électrode, la composition de la pièce, et la position du joint à souder. Le choix de la position de l'électrode de soudage et déterminer également la vitesse de soudage. Soudures plates exigent l'habileté moins de l'opérateur, et peut être fait avec des électrodes qui fondent rapidement, mais se solidifient lentement. Ceci permet des vitesses de soudage plus élevées. En pente, la soudure verticale ou à l'envers nécessite plus habileté de l'opérateur, et nécessite souvent l'utilisation d'une électrode qui se solidifie rapidement pour empêcher le métal fondu de se écouler hors du bain de soudure. Toutefois, cela signifie généralement que l'électrode fond moins rapidement, ce qui augmente le temps nécessaire pour établir la soudure.
Qualité
Les problèmes de qualité les plus communs associés à SMAW comprennent projections de soudure, la porosité, une mauvaise fusion, la pénétration peu profonde, et à la fissuration. Les projections de soudure, tout en ne affectant pas l'intégrité de la soudure, dommages son apparence et augmente les coûts de nettoyage. Elle peut être causée par courant excessivement élevé, un arc long, ou soufflage d'arc, une condition associée à courant continu, caractérisé par l'arc électrique est dévié loin du bain de fusion par des forces magnétiques. Soufflage d'arc peut aussi causer la porosité de la soudure, comme on peut le joint contamination, la vitesse de soudage élevée, et un arc de soudage longue, en particulier lorsque les électrodes à faible hydrogène sont utilisés. Porosité, souvent pas visible sans l'emploi de avancés méthodes de contrôle non destructif, est une préoccupation sérieuse, car il risque d'affaiblir la soudure. Un autre défaut affectant la résistance de la soudure est pauvre fusion, si elle est souvent facilement visibles. Elle est causée par un faible courant, les surfaces articulaires contaminés, ou l'utilisation d'une électrode non conforme. Pénétration faible, une autre force détriment de souder, peut être résolu en diminuant la vitesse de soudage, ou l'augmentation du courant en utilisant une électrode plus petite. Chacune de ces-liés résistance-Weld défauts peut faire la soudure sujettes à la fissuration, mais d'autres facteurs sont impliqués ainsi. Haute teneur en carbone, l'alliage ou le soufre contenu dans le matériau de base peut conduire à la fissuration, en particulier si des électrodes à faible hydrogène et préchauffage ne sont pas employés. En outre, les pièces ne doivent pas être excessivement restreint, car cela introduit des contraintes résiduelles dans la soudure et peut provoquer des fissures dans la soudure refroidit et se contracte.
Sécurité
SMAW soudage, comme les autres procédés de soudage, peut être une pratique dangereuse et malsaine si les précautions adéquates ne sont pas prises. Le procédé utilise un arc électrique ouvert, ce qui présente un risque de brûlures qui sont empêchée par équipement de protection individuelle sous la forme d'lourde cuir des gants et vestes à manches longues. En outre, la luminosité de la zone de soudure peut entraîner une maladie appelée coup d'arc, dans lequel la lumière ultraviolette provoque une inflammation de la cornée et peut brûler les rétines des yeux. Soudage casques avec plaques frontales sombres sont portés afin de prévenir ce risque, et ces dernières années, de nouveaux modèles de casques ont été produites qui disposent d'une plaque de face que l'auto-assombrit lors de l'exposition à des quantités élevées de la lumière UV. Pour protéger les passants, en particulier dans les environnements industriels, rideaux de soudage translucides entourent souvent la zone de soudage. Ces rideaux constitués d'un film de polychlorure de vinyle en plastique, bouclier travailleurs à proximité de l'exposition à la lumière UV de l'arc électrique, mais ne devrait pas être utilisé pour remplacer le verre de filtre utilisé dans les casques.
De plus, les matériaux métalliques et de vaporisation de flux exposent soudeurs à gaz dangereux et la matière particulaire. Le fumée produite contient des particules de différents types de oxydes. La taille des particules en question a tendance à influencer le la toxicité des fumées avec des particules plus petites présentant un plus grand danger. En outre, des gaz comme le dioxyde de carbone et l'ozone peuvent se former, qui peut se avérer dangereux si la ventilation est inadéquate. Certains des derniers masques de soudage sont équipés d'un ventilateur électrique alimenté pour aider à disperser des vapeurs nocives.
Demande et les documents
Soudage à l'arc métallique est l'un des procédés de soudage les plus populaires au monde, représentant plus de la moitié de tous soudage dans certains pays. En raison de sa polyvalence et de simplicité, il est particulièrement dominante dans le secteur de l'entretien et de réparation, et est largement utilisé dans la construction de structures en acier et la fabrication industrielle. Au cours des dernières années, son utilisation a diminué en fourré soudage à l'arc a élargi dans l'industrie de la construction et de soudage à l'arc métallique de gaz est devenu plus populaire dans les environnements industriels. Cependant, en raison du coût des équipements basse et large applicabilité, le processus restera probablement populaire, surtout parmi les amateurs et les petites entreprises où les procédés de soudage spécialisés ne sont pas rentables et inutile.
SMAW est souvent utilisé pour souder acier au carbone, basse et haute alliage d'acier, acier inoxydable, fonte, et fonte ductile. Bien que moins populaire pour les matériaux non ferreux, il peut être utilisé sur le nickel et le cuivre et leurs alliages et, dans de rares cas, sur l'aluminium. L'épaisseur du matériau à souder est délimité à l'extrémité inférieure principalement par la compétence du soudeur, mais ne tomber rarement en dessous de 0,05 in (1,5 mm). Aucune limite supérieure existe: la préparation conjointe appropriée et l'utilisation de multiples passes, matériaux d'épaisseurs pratiquement illimitées peuvent être joints. En outre, en fonction de l'électrode utilisée et la compétence du soudeur, SMAW peut être utilisé dans ne importe quelle position.
Équipement
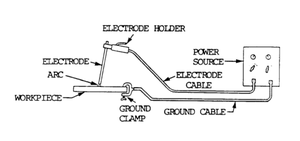
L'arc sous protection de l'équipement de soudage métallique se compose généralement d'une puissance de soudage alimentation à courant constant et une électrode, avec un porte-électrode, une pince de masse et les câbles de soudage (également connu sous le nom cordons de soudure) reliant les deux.
Source de courant
L'alimentation utilisée dans SMAW a une sortie de courant constant, assurant que le courant (et donc de la chaleur) reste relativement constant, même si la distance de l'arc et la tension changement. Ce est important parce que la plupart des applications de SMAW sont manuelles, exigeant que l'opérateur tient la torche. Le maintien d'une distance appropriée de l'arc stable est difficile si une source d'alimentation à tension constante est utilisée à la place, car il peut provoquer des variations considérables de chaleur et faire soudage plus difficile. Cependant, parce que le courant ne est pas maintenu absolument constante, soudeurs qualifiés effectuant des soudures complexes peuvent faire varier la longueur de l'arc pour provoquer des variations mineures dans le courant.

La polarité du système préféré SMAW dépend principalement de l'électrode étant utilisé et les propriétés désirées de la soudure. Le courant continu avec une électrode chargée négativement (DCEN) provoque la chaleur à se accumuler sur l'électrode, ce qui augmente le taux électrode de fusion et la diminution de la profondeur de la soudure. L'inversion de la polarité de sorte que l'électrode est chargée positivement (DCEP) et la pièce à usiner est chargée négativement augmente la pénétration de la soudure. Avec le courant alternatif les changements de polarité de plus de 100 fois par seconde, ce qui crée une distribution uniforme de la chaleur et de fournir un équilibre entre le taux de fusion de l'électrode et de la pénétration.
Typiquement, l'équipement utilisé pour SMAW est constitué d'un step-down transformateur et pour le courant continu modèles un redresseur qui convertit le courant alternatif en courant continu. Étant donné que la puissance normalement fournie à la machine de soudage est à haute tension en courant alternatif, le transformateur de soudage est utilisé pour réduire la tension et augmenter le courant. Par conséquent, au lieu de 220 V à 50 A, par exemple, la puissance fournie par le transformateur est de l'ordre de 17 à 45 V à courant jusqu'à 600 A. Un certain nombre de différents types de transformateurs peut être utilisé pour produire cet effet, y compris bobine multiple et machines de l'onduleur, chaque utilisant une méthode différente pour manipuler le courant de soudage. Le type de bobine multiple ajuste le courant soit par la variation du nombre de spires de la bobine (dans les transformateurs de type robinet) ou en faisant varier la distance entre les bobines primaire et secondaire (dans la bobine mobile ou des transformateurs à noyau mobile). Onduleurs, qui sont plus petits et donc plus portable, utilisent des composants électroniques pour modifier les caractéristiques actuelles.
Générateurs électriques et alternateurs sont fréquemment utilisés comme alimentations de soudage portables, mais en raison de l'efficacité plus faible et des coûts plus élevés, ils sont moins fréquemment utilisés dans l'industrie. Maintenance tend également à être plus difficile, en raison de la complexité de l'utilisation d'un moteur à combustion comme source de puissance. Cependant, dans un sens, ils sont plus simples: l'utilisation d'un redresseur séparé ne est pas nécessaire, car ils peuvent fournir soit AC ou DC. Toutefois, les unités de moteur entraînée sont plus pratique dans le travail sur le terrain où le soudage doit souvent être fait à l'extérieur et dans des endroits où les soudeurs de type de transformateur ne sont pas utilisables, car il ne existe aucune source d'énergie disponible pour être transformé.
Dans certaines unités de l'alternateur est essentiellement la même que celle utilisée dans les ensembles de générateurs mobiles utilisées pour fournir l'alimentation secteur, modifié pour produire un courant supérieur à une tension plus basse mais encore au 50 ou 60 Hz fréquence du réseau. En plus élevés de qualité unités un alternateur à plusieurs pôles est utilisé et des produits actuels à une fréquence plus élevée, comme 400 Hz. La plus petite quantité de temps la forme d'onde à haute fréquence passe près de zéro, il est beaucoup plus facile de grève et maintenir un arc stable qu'avec les moins chers ensembles grille-fréquence ou grille-fréquence sur secteur unités.
Électrode

Le choix d'électrode pour SMAW dépend d'un certain nombre de facteurs, y compris le matériau de soudure, la position de soudage et les propriétés de soudage souhaités. L'électrode est revêtue d'un mélange de métal appelé flux, qui émet des gaz en se décomposant pour empêcher la contamination de soudage, introduit désoxydants pour purifier la soudure, provoque le laitier de soudure-protecteur pour former, améliore la stabilité de l'arc, et fournit des éléments pour améliorer l'alliage qualité de la soudure. Électrodes peuvent être divisés en trois groupes: ceux conçus pour fondre rapidement sont appelées électrodes "remplissage rapide", celles qui visent à solidifier rapidement sont appelées électrodes "congélation rapide", et des électrodes intermédiaires vont par le nom de "remplir gel" ou " rapide suivre "électrodes. Remplissage rapide électrodes sont conçus pour fondre rapidement, de sorte que la vitesse de soudage peut être maximisée, tandis que de congélation rapide électrodes approvisionnement métal d'apport qui se solidifie rapidement, ce qui soudage dans une variété de positions possibles en empêchant la piscine de soudure de se déplacer de manière significative avant de se solidifier.
La composition de l'âme d'électrode est généralement similaire et parfois identique à celle de la matière de base. Mais même si un certain nombre d'options possibles existe, une légère différence dans la composition de l'alliage peut fortement impacter les propriétés de la soudure résultante. Cela est particulièrement vrai pour les aciers alliés tels que Aciers HLE. De même, les électrodes de compositions semblables à celles des matériaux de base sont souvent utilisés pour le soudage de matériaux non ferreux tels que l'aluminium et le cuivre. Cependant, il est parfois souhaitable d'utiliser des électrodes avec des matériaux d'âme sensiblement différentes de la matière de base. Par exemple, des électrodes en acier inoxydable sont parfois utilisés pour souder les deux pièces d'acier au carbone, et sont souvent utilisés pour souder des pièces en acier inoxydable avec des pièces en acier au carbone.
revêtements d'électrode peuvent être constitués d'un certain nombre de composés différents, y compris rutile, le fluorure de calcium, la cellulose et la poudre de fer. électrodes revêtues de rutile, de 25% à 45% de TiO 2, sont caractérisés par la facilité d'utilisation et un bon aspect de la soudure résultante. Cependant, ils créent des soudures à haute teneur en hydrogène, encourageant la fragilisation et à la fissuration. Électrodes contenant du fluorure de calcium (CaF 2), parfois appelées électrodes basiques ou à faible hydrogène, sont hygroscopique et doit être stocké dans des conditions sèches. Ils produisent des soudures fortes, mais avec une surface de joint grossier et de forme convexe. Électrodes revêtues de cellulose, en particulier lorsqu'il est combiné avec le rutile, fournissent pénétration de la soudure profonde, mais en raison de leur haute teneur en humidité, des procédures spéciales doivent être utilisés pour prévenir les risques de fissuration excessive. Enfin, la poudre de fer est un additif de revêtement commun, car elle améliore la productivité de l'électrode, parfois jusqu'à doubler le rendement.
Pour identifier les différentes électrodes, l'American Welding Society a établi un système qui attribue des électrodes avec un certain nombre de quatre ou cinq chiffres. Électrodes couverts en acier en alliage léger ou faible portent le préfixe E, suivie par leur nombre. Les deux ou trois premiers chiffres du numéro spécifient la résistance à la traction du métal d'apport, en milliers livres par pouce carré (ksi). Le chiffre avant-dernier identifie généralement les positions de soudage admissibles avec l'électrode, typiquement en utilisant les valeurs 1 (normalement électrodes de congélation rapide, impliquant toutes les positions de soudage) et 2 (normalement remplissage rapide électrodes, ce qui implique le soudage horizontal uniquement). Le courant de soudage et le type de revêtement d'électrode sont spécifiées par les deux derniers chiffres ensemble. Le cas échéant, un suffixe est utilisé pour désigner l'élément d'alliage étant apporté par l'électrode.
Des électrodes communs incluent le E6010, une congélation rapide, toutes positions électrode avec une résistance à la traction minimale de 60 ksi (410 MPa) qui est exploité en utilisant DCEP. Sa cousine E6011 est similaire, sauf qu'il est utilisé avec un courant alternatif. E7024 est une électrode de remplissage rapide, utilisé principalement pour faire des soudures plates ou horizontales à l'aide AC, DCEN ou DCEP. Des exemples d'électrodes de remplissage sont le gel E6012, E6013, E7014 et, qui fournit un compromis entre la vitesse de soudage rapides et toutes positions de soudage.
variations de process
Bien SMAW est presque exclusivement un processus de soudage à l'arc manuel, une variation du processus notable existe, connu comme le soudage de gravité ou soudage à l'arc de gravité. Il sert d'une version automatisée du procédé de soudage à l'arc métallique blindé traditionnel, en utilisant un porte-électrode fixé à une barre inclinée le long de la longueur de la soudure. Une fois démarré, le processus se poursuit jusqu'à ce que l'électrode est passé, permettant à l'opérateur de gérer plusieurs systèmes gravitaires soudage. Les électrodes utilisées (souvent E6027 ou E7024) sont revêtus massivement dans le flux, et sont généralement 28 (0,8 m) de longueur et environ 0,25 (6 mm) d'épaisseur. Comme dans SMAW manuel, une puissance de soudage alimentation à courant constant est utilisé, soit avec polarité négative courant continu ou alternatif. En raison d'une augmentation de l'utilisation des procédés de soudage semi-automatiques tels que fourré soudage à l'arc, la popularité de la gravité de soudage est tombé comme son avantage économique sur ces méthodes est souvent minime. D'autres procédés SMAW liées qui ne sont même moins fréquemment utilisés comprennent pétard soudage, un procédé automatique pour la fabrication de bout à bout et soudures d'angle, et massive soudage à l'électrode, un procédé pour le soudage de grandes pièces ou de structures qui peuvent déposer jusqu'à 60 lb (27 kg) de métal de soudure par heure.