

Soudage
Contexte des écoles Wikipédia
Enfants SOS ont produit une sélection d'articles de wikipedia pour les écoles depuis 2005. Les enfants de parrainage aide les enfants du monde en développement à apprendre aussi.
Welding est un des fabrication procédé qui relie les matériaux, habituellement des métaux ou les thermoplastiques, en provoquant coalescence. Cela se fait souvent par faire fondre les pièces à usiner et en ajoutant un matériau de remplissage pour former un bassin de matériau fondu (le bain de fusion) qui refroidit pour devenir une articulation solide, avec pression parfois utilisé en conjonction avec la chaleur , soit par lui-même, pour produire la soudure. Ceci est en contraste avec souder et brasage, qui comporte la fusion d'un matériau à faible point de fusion entre les pièces à usiner pour former une liaison entre eux, sans faire fondre les pièces à usiner.

Beaucoup de différents les sources d'énergie peuvent être utilisés pour le soudage, y compris un gaz de flamme , un arc électrique, un laser , un électron faisceau, frottement, et ultrasons. Bien que souvent un processus industriel, soudure peut être fait dans de nombreux environnements différents, y compris en plein air, sous l'eau et en espace. Peu importe le lieu, cependant, la soudure reste dangereuse, et des précautions doivent être prises pour éviter les brûlures, électrocution, des lésions oculaires, des fumées toxiques, et la surexposition à la lumière ultraviolette .
Jusqu'à la fin du 19ème siècle, le seul processus de soudage était soudage à la forge, qui forgerons avaient utilisé pendant des siècles pour rejoindre métaux en chauffant et en les battant. Soudage à l'arc et oxyfuel soudage ont été parmi les premiers processus à développer la fin du siècle, et soudage par résistance suivie peu de temps après. la technologie de soudage avancé rapidement pendant le début du 20ème siècle que la Première Guerre mondiale et de la Seconde Guerre mondiale conduit la demande de méthodes d'assemblage fiables et peu coûteux. Après les guerres, plusieurs techniques de soudage modernes ont été développés, y compris les méthodes manuelles comme soudage à l'arc métallique , maintenant une des méthodes les plus populaires de soudage, ainsi que des procédés semi-automatiques et automatiques tels que le métal de gaz soudage à l'arc , soudage à l'arc, fourré soudage à l'arc et soudage électro-conducteur. Développements continué avec l'invention de soudage par faisceau laser et le soudage par faisceau d'électrons dans la deuxième moitié de ce siècle. Aujourd'hui, le scientifique continue de progresser. Robot soudage est de plus en plus courante dans les milieux industriels et les chercheurs continuent à développer de nouveaux procédés de soudage et d'acquérir une plus grande compréhension de la qualité de la soudure et propriétés.
Histoire

L'histoire de métaux assemblage remonte à plusieurs millénaires, avec les premiers exemples de soudage du âge de bronze et l' âge du fer dans l'Europe et l' Orient . Le soudage a été utilisée dans la construction de la Pilier de fer en Delhi , Inde , érigé environ 310 et pesant 5,4 tonnes métriques. Les Moyen Age traduits en progrès soudage à la forge, dans laquelle forgerons pilonné métal chauffé jusqu'à ce que la liaison se est produite. En 1540, Vannoccio Biringuccio publié De la Pirotechnia, qui comprend des descriptions de l'opération de forgeage. Renaissance artisans étaient habiles dans le processus, et l'industrie a continué de croître au cours des siècles suivants. Soudage, cependant, a été transformé au cours du 19e siècle, en 1800, Sir Humphry Davy a découvert le arc électrique, et les progrès de la soudure à l'arc ont continué avec les inventions d'électrodes métalliques par un Russe, Nikolai Slavyanov, et un Américain, CL Coffin à la fin des années 1800, alors même que soudage à l'arc de carbone, qui utilise une électrode de carbone, a gagné en popularité. Vers 1900, AP Strohmenger publié une électrode métallique enrobée dans la Grande-Bretagne , qui a donné un arc plus stable, et en 1919, le courant alternatif de soudage a été inventé par CJ Holslag, mais ne est pas devenu populaire pour une autre décennie.
Soudage par résistance a également été développé au cours des dernières décennies du 19ème siècle, avec les premiers brevets va Elihu Thomson en 1885, qui a produit de nouvelles avancées au cours des 15 prochaines années. La soudure aluminothermique a été inventé en 1893, et à cette époque, un autre processus, oxyfuel soudage, se est bien établi. acétylène a été découvert en 1836 par Edmund Davy, mais son utilisation ne était pas pratique dans la soudure jusqu'à environ 1900, quand un appropriée chalumeau a été développé. Dans un premier temps, oxycoupage soudage a été l'un des procédés de soudage les plus populaires en raison de sa portabilité et un coût relativement faible. Alors que le 20ème siècle avançait, cependant, il est tombé en disgrâce pour des applications industrielles. Il a été largement remplacée par soudage à l'arc, comme revêtements métalliques (connu sous le nom flux) de l'électrode qui stabilisent l'arc et protéger le matériau de base d'impuretés a continué à se développer.
La Première Guerre mondiale a provoqué une hausse importante de l'utilisation des procédés de soudage, avec les différentes puissances militaires qui tentent de déterminer lequel des plusieurs nouveaux procédés de soudage qui serait le mieux. Les Britanniques principalement utilisé soudage à l'arc, même la construction d'un navire, le Fulagar, avec une coque entièrement soudée. Les Américains étaient plus hésitants, mais ont commencé à reconnaître les avantages de soudage à l'arc lorsque le processus leur a permis de réparer rapidement après leurs navires Attaques allemandes dans le Port de New York au début de la guerre. Soudage à l'arc a été d'abord appliqué aux avions pendant la guerre ainsi, comme certains fuselages d'avion allemands ont été construits en utilisant le processus .. Il faut également noter la première route soudé pont dans le monde construit sur la rivière Słudwia Maurzyce proximité Łowicz, Pologne) en 1929, mais conçu par Stefan Bryła du Université de Technologie de Varsovie en 1927.
Durant les années 1920, d'importants progrès ont été réalisés dans la technologie de soudage, y compris l'introduction de soudage automatique en 1920, dans lequel fil électrode a été alimenté en continu. Gaz de protection est devenu un sujet recevant beaucoup d'attention, que les scientifiques ont tenté de protéger les soudures des effets de l'oxygène et de l'azote dans l'atmosphère. La porosité et la fragilité sont les principaux problèmes et les solutions qui se sont développées comprenait l'utilisation de l'hydrogène , de l'argon et de l'hélium comme atmosphères de soudage. Au cours de la décennie suivante, de nouvelles avancées autorisés pour le soudage des métaux réactifs comme l'aluminium et le magnésium . Ce, en liaison avec l'évolution de soudage automatique, courant alternatif, et les flux alimenté une expansion majeure de soudage à l'arc au cours des années 1930, puis lors de la Seconde Guerre mondiale .
Au milieu du siècle, de nombreux nouveaux procédés de soudage ont été inventés. 1930 a vu la sortie de soudage de goujons, qui devint rapidement populaire dans la construction navale et de la construction. Soudage à l'arc a été inventé la même année, et continue d'être populaire aujourd'hui. soudage à l'arc de tungstène de gaz , après des décennies de développement, a finalement été perfectionné en 1941, et de soudage à l'arc métallique de gaz suivie en 1948, permettant pour le soudage rapide de non- matériaux ferreux mais nécessitant gaz de protection coûteux. blindé soudage à l'arc métallique a été développé dans les années 1950, en utilisant un flux revêtu électrode consommable, et il est rapidement devenu le processus soudage à l'arc le plus populaire. En 1957, le fourré processus de soudage à l'arc a fait ses débuts, dans lequel l'électrode de fil auto-blindé pourrait être utilisé avec un équipement automatique, ce qui entraîne une forte augmentation des vitesses de soudage, et cette même année, soudage à l'arc de plasma a été inventé. Electroslag soudure a été introduit en 1958, et il a été suivi par son cousin, soudage électriques à gaz, en 1961.
Autres développements récents en soudage incluent le 1958 percée du soudage par faisceau d'électrons , ce qui rend le soudage profond et étroit possible grâce à la source de chaleur concentrée. Suite à l'invention du laser en 1960, soudage par faisceau laser a débuté plusieurs décennies plus tard et se est révélé être particulièrement utile en grande vitesse, le soudage automatisé. Ces deux processus, cependant, continuent à être très coûteux en raison du coût élevé de l'équipement nécessaire, ce qui a limité leurs applications.
Les procédés de soudage
Soudage à l'arc
Ces procédés utilisent un alimentation pour soudage à créer et à maintenir un arc électrique entre une électrode et le matériau de base pour faire fondre les métaux à point de soudage. Ils peuvent utiliser soit continu (DC) ou alternatif (AC), et consommables ou non consommables électrodes. La zone de soudage est parfois protégé par un certain type de semi-inerte ou un gaz inerte, appelée gaz de protection, et de matériau de remplissage est parfois utilisé ainsi.
Alimentations
Pour fournir l'énergie électrique nécessaire pour les processus de soudage à l'arc, un certain nombre de différentes alimentations peut être utilisé. La classification la plus commune est constante alimentations courants et constants alimentations de tension. En soudage à l'arc, la longueur de l'arc est directement liée à la tension, et la quantité de l'apport de chaleur est en relation avec le courant. Constant alimentations actuelles sont le plus souvent utilisés pour les procédés de soudage manuelles telles que l'arc de tungstène de gaz de soudage et de soudage à l'arc métallique, parce qu'ils maintiennent un courant relativement constant même si la tension varie. Ceci est important parce que, dans le soudage manuel, il peut être difficile de maintenir l'électrode parfaitement stable, et par conséquent, la longueur d'arc et donc la tension a tendance à fluctuer. Constant alimentations de tension maintiennent la tension constante et le courant varie, et par conséquent, sont le plus souvent utilisés pour les procédés de soudage automatisés tels que le métal de soudage à l'arc gaz, fourrés soudage à l'arc, et le soudage à l'arc. Dans ces procédés, la longueur de l'arc est maintenu constant, étant donné que toute variation de la distance entre le fil et le matériau de base est rapidement redressé par un grand changement de courant. Par exemple, si le fil et le matériau de base ne deviennent trop près, le courant va augmenter rapidement, ce qui provoque à son tour la chaleur et à accroître l'extrémité du fil à l'état fondu, de le retourner à sa distance de séparation initiale.
Le type de courant utilisé dans le soudage à l'arc joue également un rôle important dans la soudure. Processus des électrodes consommables tels que le métal blindé soudage à l'arc et l'arc métallique de gaz de soudage utilisent généralement à courant continu, mais l'électrode peuvent être facturés soit positivement ou négativement. En soudage, le chargé positivement anode aura une concentration supérieure à la chaleur, et par conséquent, en changeant la polarité de l'électrode a un impact sur les propriétés de soudure. Si l'électrode est chargée positivement, le métal de base sera plus chaude, ce qui augmente la vitesse de pénétration et la soudure soudure. Alternativement, un chargé négativement les résultats d'électrodes dans les soudures moins profondes. Processus d'électrodes non consommables, tels que le soudage à l'arc au tungstène à gaz, peuvent utiliser les deux types de courant continu, ainsi que le courant alternatif. Cependant, en courant continu, parce que l'électrode ne crée que l'arc et ne fournit pas de matériau de charge, une électrode chargée positivement provoque soudures peu profondes, tandis qu'une électrode chargée négativement soudures rend plus profondes. Courant alternatif se déplace rapidement entre ces deux, ce qui entraîne des soudures moyen pénétration. Un inconvénient de courant alternatif, le fait que l'arc doit être re-déclenché après chaque passage à zéro, a été traitée avec de l'invention unités de puissance spéciaux qui produisent un forme d'onde carrée au lieu de la normale onde sinusoïdale, faisant rapides passages par zéro possible et de minimiser les effets du problème.
Processus

L'un des types les plus courants de soudage à l'arc est blindé soudage à l'arc (SMAW), qui est également connu comme manuel à l'arc métallique de soudage (MMA) ou soudage à la baguette. Le courant électrique est utilisé pour amorcer un arc entre le matériau de base et la tige de l'électrode consommable, qui est réalisé en acier et recouvert d'une flux qui protège la zone de soudure à partir de l'oxydation et la contamination par la production de CO 2 gazeux au cours du processus de soudage. L'électrode de base elle-même agit en tant que matériau de remplissage, ce qui rend inutile une charge séparée.
Le processus est polyvalent et peut être réalisée avec un équipement relativement peu coûteux, ce qui rend bien adapté à l'emploi de la boutique et le travail de terrain. Un opérateur peut devenir raisonnablement compétent avec un montant modeste de formation et peut atteindre la maîtrise de l'expérience. Fois de soudure sont plutôt lent, puisque les électrodes consommables doivent être fréquemment remplacés et que les scories, le résidu du flux, doivent être rogné après soudage. En outre, le procédé est généralement limité au soudage de matériaux ferreux, bien que des électrodes spéciales ont rendu possible le soudage de la fonte, le nickel , l'aluminium , le cuivre et d'autres métaux. Les opérateurs inexpérimentés peuvent trouver difficile de prendre de bonnes soudures hors de position à ce processus.
l'arc métallique sous gaz de soudage (GMAW), également connu en tant que métal gaz inerte ou le soudage MIG, est un procédé semi-automatique ou automatique qui utilise une alimentation de fil continu comme une électrode et un mélange de gaz inertes ou semi-inertes pour protéger la soudure contre la contamination . Comme avec électrode enrobée, la compétence de l'opérateur raisonnable ne peut être atteint avec une formation modeste. Depuis l'électrode est continu, des vitesses de soudage sont plus élevés pour GMAW que pour SMAW. De plus, la taille de l'arc inférieur par rapport à l' arc de soudage métallique blindé processus, il est plus facile de faire des soudures (par exemple, les articulations généraux, comme cela serait en dessous d'une structure soudée) hors du poste.
Le matériel nécessaire pour effectuer le procédé GMAW est plus complexe et coûteuse que celle requise pour SMAW, et nécessite une procédure d'installation plus complexe. Par conséquent, GMAW est moins portable et polyvalent, et en raison de l'utilisation d'un gaz de protection séparé, ne est pas particulièrement adapté pour les travaux extérieurs. Cependant, en raison du taux moyen plus élevé au cours de laquelle les soudures peuvent être complétés, GMAW est bien adapté à un soudage de production. Le procédé peut être appliqué à une grande variété de métaux, à la fois ferreux et non ferreux.
Un procédé apparenté, arc fourré de soudage (FCAW), utilise un équipement similaire mais utilise fil constitué d'une électrode en acier entourant un matériau de remplissage de poudre. Ce fil fourré est plus cher que le fil solide standard et peut générer des fumées et / ou laitier, mais il permet même vitesse de soudage supérieure et une plus grande pénétration du métal.
arc de tungstène à gaz soudage (TIG), ou le tungstène gaz inerte (TIG) (aussi parfois appelée à tort heliarc soudage), est un procédé de soudage manuel qui utilise un non fusible en tungstène électrode, un mélange de gaz inertes ou semi-inertes, et un matériau de remplissage séparée. Particulièrement utile pour le soudage de matériaux minces, ce procédé est caractérisé par une stabilité de l'arc et des soudures de haute qualité, mais elle exige significatif habileté de l'opérateur et ne peut se faire à des vitesses relativement faibles.
GTAW peut être utilisé sur la quasi-totalité des métaux soudables, mais il est le plus souvent appliquée à acier inoxydable et les métaux légers. Il est souvent utilisé lorsque des soudures de qualité sont extrêmement importants, comme dans la bicyclette , des applications aéronautiques et navales. Un procédé apparenté, soudage à l'arc plasma, utilise également une électrode en tungstène mais utilise le gaz de plasma pour rendre l'arc. L'arc est plus concentré que l'arc TIG, ce qui rend plus critique oscillant transversal et donc limitant généralement la technique pour un procédé mécanisé. En raison de son courant stable, la méthode peut être utilisée sur une plus large gamme d'épaisseurs matérielles que peut le procédé TIG, et en outre, il est beaucoup plus rapide. Il peut être appliqué à tous les mêmes matériaux que GTAW à l'exception du magnésium , et le soudage automatique de l'acier inoxydable est une application importante du processus. Une variante du procédé est découpe au plasma, un processus de coupe en acier efficace.
Soudage arc submergé (SAW) est un procédé de soudage à haute productivité dans laquelle l'arc est frappé sous une couche de couverture de flux. Ceci augmente la qualité de l'arc, étant donné que les contaminants présents dans l'atmosphère sont bloqués par le flux. Le laitier qui se forme sur la soudure est généralement tout seul et combiné à l'utilisation d'une alimentation de fil continu, la vitesse de dépôt de soudure est élevée. Les conditions de travail se sont beaucoup améliorés par rapport aux autres procédés de soudage à l'arc, puisque le flux cache l'arc et presque pas de fumée est produite. Le processus est couramment utilisé dans l'industrie, en particulier pour les grands produits et dans la fabrication des récipients à pression soudés. D'autres procédés de soudage à l'arc comprennent soudage d'hydrogène atomique, soudage à l'arc de carbone, électroconducteur soudage, électriques à gaz, soudage, et stud soudage à l'arc.

soudage au gaz
Le processus de soudage au gaz la plus courante est oxyfuel soudage, aussi connu comme la soudure oxyacétylénique. Il est l'un des procédés de soudage les plus anciennes et les plus polyvalents, mais ces dernières années il est devenu moins populaire dans les applications industrielles. Il est encore largement utilisé pour la soudure du tuyau et des tubes, ainsi que des travaux de réparation. Il est également souvent bien adapté, et a favorisé, pour la fabrication de certains types d'œuvres d'art à base de métal. équipement de oxycombustion est polyvalent, se prête non seulement à certains types de fer ou soudage de l'acier, mais aussi pour le brasage, soudo-brasage, chauffage de métal (pour le pliage et la formation), et aussi coupage à.
Le matériel est relativement peu coûteux et simple, en utilisant généralement la combustion de l'acétylène en oxygène pour produire une température de flamme de soudage d'environ 3.100 ° C. La flamme, car il est moins concentré que l'arc électrique, provoque un refroidissement plus lent de soudure, ce qui peut entraîner une augmentation des contraintes résiduelles et de la distorsion de soudage, bien qu'il facilite le soudage des aciers fortement alliés. Un processus similaire, généralement appelé oxycoupage, est utilisé pour découper les métaux. D'autres procédés de soudage à gaz, tels que air soudage acétylène, oxygène hydrogène soudage, et soudage de gaz sous pression sont assez similaires, qui diffèrent généralement uniquement dans le type de gaz utilisé. Un torche de l'eau est parfois utilisé pour le soudage de précision de petits objets tels que des bijoux. soudage au gaz est également utilisé dans soudure plastique, si la substance chauffée est l'air, et les températures sont beaucoup plus faibles.
Soudage par résistance
Soudage par résistance implique la génération de chaleur par passage de courant à travers la résistance provoquée par le contact entre deux ou plusieurs surfaces métalliques. Petites piscines de métal en fusion sont formés dans la zone en courant haute de soudure (1000-100,000 A) est passé à travers le métal. En général, les méthodes de soudage par résistance sont efficaces et causent peu de pollution, mais leurs applications sont quelque peu limitées et le coût de l'équipement peuvent être élevés.

Le soudage par points est une méthode de soudage par résistance populaire utilisé pour joindre des tôles se chevauchant allant jusqu'à 3 mm d'épaisseur. Deux électrodes sont utilisées simultanément pour serrer les feuilles métalliques, et faire passer un courant à travers les feuilles. Les avantages de la méthode comprennent l'utilisation efficace de l'énergie, la déformation de la pièce limitée, taux de production élevés, l'automatisation facile, et aucun matériau de remplissage requis. La résistance des soudures est nettement plus faible qu'avec d'autres procédés de soudage, ce qui rend le procédé approprié pour certaines applications seulement. Il est largement utilisé dans les voitures de l'industrie automobile ordinaire peut avoir plusieurs milliers de points de soudure effectués par robots industriels. Un processus spécialisé, appelé tir soudage, peut être utilisé pour repérer soudure acier inoxydable.
Comme le soudage par points, soudage continu repose sur deux électrodes pour appliquer une pression et le courant de rejoindre tôles. Cependant, au lieu d'électrodes pointues, des électrodes en forme de roue rouler le long et souvent nourrissent la pièce, ce qui permet de faire de longues soudures continues. Dans le passé, ce procédé a été utilisé dans la fabrication de boîtes de boisson, mais ses utilisations sont maintenant plus limitées. D'autres procédés comprennent la résistance de soudage Flash soudage, projection de soudure, et soudage bouleversé.
Energie soudage par faisceau
méthodes de soudage par faisceau d'énergie, à savoir soudage par faisceau laser et le soudage par faisceau d'électrons , sont relativement nouveaux procédés qui sont devenus très populaires dans les applications de production élevés. Les deux procédés sont très semblables, à la différence notamment de leur source d'énergie. soudage par faisceau laser emploie un faisceau laser très focalisé, alors que le soudage par faisceau d'électrons se effectue sous vide et utilise un faisceau d'électrons. Tous deux ont une densité d'énergie très élevée, ce qui rend la pénétration de la soudure profond possible et de minimiser la taille de la zone de soudure. Les deux processus sont extrêmement rapides, et sont facilement automatisés, ce qui les rend très productive. Les principaux inconvénients sont leurs coûts d'équipement très élevés (si ceux-ci sont en baisse) et une susceptibilité à un craquage thermique. Les développements dans ce domaine comprennent soudage hybride laser-qui utilise à la fois des principes de soudage par faisceau laser et soudage à l'arc, même pour de meilleures propriétés de soudure.
Solid-state soudage
Comme le premier procédé de soudage, soudage à la forge, certains procédés de soudage modernes ne impliquent pas la fusion des matériaux à assembler. Un des plus populaires, soudage par ultrasons, est utilisé pour relier des feuilles minces ou des fils en métal ou en matière thermoplastique, en les vibrant à une fréquence élevée et sous haute pression. Le matériel et les méthodes utilisés sont similaires à celle de soudage par résistance, mais à la place du courant électrique, des vibrations fournit un apport d'énergie. Le soudage des métaux à ce processus ne implique pas la fusion des matières; à la place, la soudure est formée par l'introduction de vibrations mécaniques horizontalement sous pression. Lors du soudage des matières plastiques, les matériaux doivent avoir des températures de fusion semblables, et les vibrations sont introduits verticalement. Le soudage par ultrasons est couramment utilisé pour réaliser des connexions électriques en aluminium ou en cuivre, et il est également un procédé de soudage de polymère très commun.
Un autre processus commun, soudage par explosion, implique l'assemblage de matériaux en les poussant ensemble sous une pression extrêmement élevée. L'énergie de l'impact plastifie les matières, formant une soudure, même si seule une quantité limitée de chaleur est générée. Le procédé est couramment utilisé pour le soudage de matériaux différents, tels que le soudage de l'aluminium avec de l'acier à la coque des navires ou des plaques composites. Autres procédés de soudage à l'état solide comprennent co-extrusion soudage, soudage à froid, soudage par diffusion, soudage par friction (y compris soudage par friction malaxage), soudage à haute fréquence, soudage par pression à chaud, soudage à induction, et rouleau soudage.
Géométrie
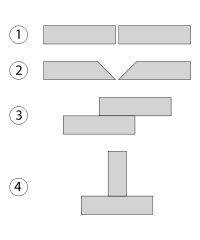
Les soudures peuvent être préparés géométriquement dans de nombreuses façons différentes. Les cinq principaux types de joints de soudure sont l'assemblage bout à bout, joint de recouvrement, joint d'angle, joint de bord, et T-conjointe. D'autres variations existent ainsi, par exemple, les articulations de préparation double-V sont caractérisés par les deux morceaux de matériau chacun effilés à un point central unique à la moitié de leur hauteur. Single-U et double-U joints de préparation sont également assez commun au lieu d'avoir des bords droits comme le seul V et les articulations de préparation double-V, ils sont courbés, formant la forme d'un U. joints de recouvrement sont également couramment plus de deux pièces épaisses en fonction du procédé utilisé et l'épaisseur de la matière, de nombreuses pièces peuvent être soudées ensemble dans une géométrie joint à recouvrement.
Souvent, conceptions particulières conjointes sont utilisés exclusivement ou presque exclusivement par certains procédés de soudage. Par exemple, soudage par points, soudage par faisceau laser, et le soudage par faisceau d'électrons sont le plus souvent effectués sur des joints de recouvrement. Cependant, certains procédés de soudage, comme le soudage à l'arc métallique, sont extrêmement polyvalents et peuvent souder pratiquement ne importe quel type de joint. En outre, certains procédés peuvent être utilisés pour faire les soudures multipasses, dans lequel une soudure est laissé à refroidir, puis une autre soudure est réalisée sur le dessus de celui-ci. Ceci permet le soudage de sections épaisses disposées en un assemblage unique de préparation-V, par exemple.

Après le soudage, un certain nombre de régions distinctes peuvent être identifiées dans la zone de soudure. La soudure se est appelée la zone-fusion plus précisément, il est où le métal d'apport a été posée pendant le processus de soudage. Les propriétés de la zone de fusion dépendent principalement du métal d'apport utilisé, et sa compatibilité avec les matériaux de base. Il est entouré par la zone affectée par la chaleur, la zone qui avait la microstructure et des propriétés modifiées par la soudure. Ces propriétés dépendent sur le comportement de la base matérielle lorsqu'il est soumis à la chaleur. Le métal dans ce domaine est souvent plus faible que à la fois le matériau de base et la zone de fusion, et est également là que les contraintes résiduelles sont trouvées.
Qualité
Le plus souvent, la majeure métrique utilisée pour juger de la qualité d'une soudure est sa force et la résistance du matériau qui l'entoure. De nombreux facteurs influencent cette distinctes, y compris le procédé de soudage, la quantité et la concentration de l'apport énergétique, le matériau de base et le matériau de remplissage, le matériau de flux, la conception du joint, et les interactions entre tous ces facteurs. Pour tester la qualité d'une soudure, soit destructrice ou méthodes d'essais non destructifs sont couramment utilisés pour vérifier que les soudures sont sans défaut, avoir des niveaux acceptables de contraintes résiduelles et la distorsion, et ont zone affectée thermiquement (ZAT) des propriétés acceptables. Il existe des codes de soudage et les spécifications pour guider les soudeurs en technique de soudage appropriée et la façon de juger de la qualité des soudures.
zone affectée par la chaleur
Les effets de la soudure sur le matériau entourant la soudure peut être préjudiciable, en fonction des matériaux utilisés et de l'apport de chaleur du procédé de soudage utilisé, la ZAT peuvent être de taille et de force variable. Le diffusivité thermique de la matière de base joue un rôle si grand la diffusivité est élevée, le matériau vitesse de refroidissement est élevée et la ZAT est relativement faible. Inversement, une faible diffusivité conduit à un refroidissement plus lent et un plus grand HAZ. La quantité de chaleur injecté par le procédé de soudage joue un rôle important aussi, comme des processus tels que la soudure oxyacétylénique ont un apport de chaleur concentrée et augmentent la taille de la HAZ. Processus comme soudage par faisceau laser donnent une très concentré, la quantité limitée de chaleur, résultant dans une petite ZAT. Soudage à l'arc se situe entre ces deux extrêmes, avec les processus individuels variant quelque peu en entrée de chaleur. Pour calculer l'apport de chaleur pour les procédures de soudage à l'arc, la formule suivante peut être utilisée:

où Q = entrée de chaleur ( kJ / mm), V = tension ( V ), I = courant ( A), et S = la vitesse de soudage (mm / min). L'efficacité dépend de la méthode de soudage utilisée, avec le métal soudage à l'arc ayant une valeur de 0,75, de métaux gaz soudage à l'arc et le soudage à l'arc, 0,9, et Soudage TIG, 0,8.
Distorsion et la fissuration
méthodes de soudage qui impliquent la fonte des métaux sur le site de la commune ne sont pas nécessairement enclins à retrait que le métal chauffé refroidit. Le retrait, à son tour, peut introduire des contraintes résiduelles et à la fois longitudinal et de rotation distorsion. Distorsion peut poser un problème majeur, puisque le produit final ne est pas la forme souhaitée. Pour remédier à la distorsion de rotation, les pièces à usiner peuvent être décalés, de sorte que les résultats de soudure dans une pièce en forme correctement. Autres méthodes de distorsion limitant, comme serrer les pièces en place, provoquent l'accumulation de contraintes résiduelles dans la zone affectée par la chaleur du matériau de base. Ces contraintes peuvent réduire la résistance du matériau de base, et peuvent conduire à l'échec catastrophique travers la fissuration à froid, comme dans le cas de plusieurs des Liberty ships. La fissuration à froid est limité à des aciers, et est associée à la formation de martensite comme la soudure refroidit. Le craquage a lieu dans la zone affectée par la chaleur de la matière de base. Pour réduire la quantité de distorsion et de contraintes résiduelles, la quantité de l'apport de chaleur doit être limitée, et la séquence de soudage utilisé ne doit pas être d'un bout à l'autre directement, mais plutôt par segments. L'autre type de fissuration, la fissuration à chaud ou craquage de solidification, peut se produire avec tous les métaux, et passe dans la zone de fusion d'une soudure. Pour réduire la probabilité de ce type de craquage, dispositif de retenue pour le matériau en excès doit être évité, et un matériau de remplissage approprié doit être utilisé.
Soudabilité
La qualité d'une soudure dépend également de la combinaison de matériaux utilisés pour le matériau de base et le matériau de remplissage. Tous les métaux ne sont pas adaptés pour le soudage, et non tous les métaux de remplissage fonctionnent bien avec des matériaux de base acceptables.
Aciers
Le soudabilité des aciers est inversement proportionnelle à une propriété connue sous le nom trempabilité de l'acier, qui mesure la probabilité de formation martensite lors de la soudure ou un traitement thermique. La trempabilité de l'acier dépend de sa composition chimique, avec de plus grandes quantités de carbone et d'autres des éléments d'alliage résultant en une trempabilité élevée et donc une plus faible aptitude au soudage. Afin de pouvoir juger alliages constitués de plusieurs matériaux distincts, une mesure connue sous le nom teneur en carbone équivalent est utilisé pour comparer les weldabilities relatives des différents alliages en comparant leurs propriétés pour une plaine acier au carbone. L'effet sur la soudabilité des éléments tels que le chrome et le vanadium , bien que pas aussi grand que le carbone , est plus importante que celle de cuivre et de nickel , par exemple. Comme la teneur en carbone équivalent se élève, la soudabilité de l'alliage diminue. L'inconvénient de l'utilisation aciers au carbone et faiblement alliés est leur faible résistance il ya un compromis entre la résistance des matériaux et la soudabilité. Haute résistance, les aciers faiblement alliés ont été développé spécialement pour les applications de soudage au cours des années 1970, et ceux-ci généralement facile à souder des matériaux ont une bonne résistance, ce qui les rend idéal pour de nombreuses applications de soudage.
Les aciers inoxydables, en raison de leur haute teneur en chrome, ont tendance à se comporter différemment par rapport à soudabilité que les autres aciers. Nuances d'aciers inoxydables austénitiques ont tendance à être les plus soudable, mais ils sont particulièrement sensibles à la déformation en raison de leur fort coefficient de dilatation thermique. Des alliages de ce type ont tendance réduite à la fissuration et la résistance à la corrosion aussi bien. La fissuration à chaud est possible que si la quantité de ferrite dans la soudure ne est pas contrôlé à résoudre le problème, on utilise une électrode qui dépose un métal de soudure contenant une petite quantité de ferrite. Autres types d'aciers inoxydables, tels que les aciers inoxydables ferritiques et martensitiques, ne sont pas aussi facilement soudées, et doivent souvent être préchauffées et soudées avec des électrodes spéciales.
Aluminium
La soudabilité de l'aluminium d'alliages varie considérablement, en fonction de la composition chimique de l'alliage utilisé. Les alliages d'aluminium sont sensibles à la fissuration à chaud, et à lutter contre le problème, les soudeurs augmentent la vitesse de soudage pour réduire l'apport de chaleur. Préchauffage réduit le gradient de température à travers la zone de soudure et permet ainsi de réduire la fissuration à chaud, mais elle peut réduire les propriétés mécaniques du matériau de base et ne doit pas être utilisé lorsque le matériau de base est retenu. La conception de l'articulation peut être modifié aussi bien, et un alliage d'apport plus compatible peut être choisie pour diminuer la probabilité de fissuration à chaud. Les alliages d'aluminium doivent aussi être nettoyés avant le soudage, dans le but d'enlever tout oxydes, les huiles et les particules détachées de la surface à souder. Ceci est particulièrement important à cause de la susceptibilité d'une soudure d'aluminium porosité due à l'hydrogène et crasses en raison de l'oxygène .
Conditions inhabituelles

Bien que de nombreuses applications de soudage sont effectuées dans des environnements contrôlés tels que les usines et les ateliers de réparation, des procédés de soudage sont couramment utilisés dans une grande variété de conditions, telles que air, sous l'eau, et aspirateurs (comme l'espace). Dans les applications en plein air, comme la construction et la réparation à l'extérieur, à l'abri soudage à l'arc métallique est le procédé le plus courant. Processus qui emploient des gaz inertes pour protéger la soudure ne peuvent pas être facilement utilisées dans de telles situations, parce que les mouvements atmosphériques imprévisibles peuvent entraîner une soudure défectueuse. Soudage à l'arc métallique est également souvent utilisée dans soudage sous l'eau dans la construction et la réparation de navires, plates-formes offshore et les pipelines, mais d'autres, comme fourré soudage à l'arc et de Soudage TIG, sont également fréquents. Soudage dans l'espace est également possible, il a été tenté d'abord en 1969 par russes cosmonautas, quand ils ont effectué des expériences pour tester soudage des métaux à l'abri de l'arc, soudage à l'arc de plasma, et le soudage par faisceau d'électrons dans un environnement sans pression. D'autres essais de ces méthodes a été fait dans les décennies suivantes, et les chercheurs d'aujourd'hui de continuer à développer des méthodes pour utiliser d'autres procédés de soudage dans l'espace, comme le soudage par faisceau laser, le soudage par résistance et le soudage par friction. Les progrès dans ces domaines pourraient se révéler indispensable pour des projets comme la construction de la Station spatiale internationale , qui sera probablement appuyer fortement sur la soudure pour l'assemblage dans l'espace les pièces qui ont été fabriqués sur la Terre .
Les questions de sécurité

Soudage, sans les précautions nécessaires, peut être une pratique dangereuse et malsaine. Cependant, avec l'utilisation des nouvelles technologies et la protection appropriée, les risques de blessures et de décès associés à la soudure peuvent être considérablement réduits. Parce que de nombreuses procédures de soudage commune impliquent un arc ou d'une flamme électrique ouvert, le risque de brûlures est significatif. Pour les prévenir, soudeurs portent équipement de protection individuelle sous la forme d'lourde cuir des gants de protection et vestes à manches longues pour éviter l'exposition à la chaleur et les flammes extrême. En outre, la luminosité de la zone de soudure conduit à un état appelé oeil arc dans lequel la lumière ultraviolette provoque une inflammation de la cornée et peut brûler les rétines des yeux. Lunettes et casques de soudage avec plaques frontales sombres sont portés pour empêcher cette exposition, et Ces dernières années, de nouveaux modèles de casques ont été produits qui comportent une plaque de face que l'auto-fonce à l'exposition à des quantités élevées de la lumière UV. Pour protéger les passants, les rideaux de soudage translucides entourent souvent la zone de soudage. Ces rideaux constitués d'un films chlorure de plastique de vinyle, protéger les travailleurs à proximité de l'exposition à la lumière UV de l'arc électrique, mais ne devrait pas être utilisé pour remplacer le verre de filtre utilisé dans les casques.
Les soudeurs sont également souvent exposés à des gaz et dangereuses la matière particulaire. Processus comme fourré soudage à l'arc et blindés soudage à l'arc produits fumée contenant des particules de différents types d' oxydes, qui dans certains cas peuvent conduire à des conditions médicales telles que la fièvre des fondeurs. La taille des particules en question a tendance à influencer le la toxicité des fumées avec des particules plus petites présentant un plus grand danger. En outre, de nombreux procédés produisent fumées et gaz divers, le plus souvent du dioxyde de carbone , l'ozone et les métaux lourds, qui peuvent se révéler dangereux sans ventilation et une formation adéquate. En outre, parce que l'utilisation de gaz et les flammes comprimé dans de nombreux procédés de soudage présente un risque d'explosion et d'incendie, quelques précautions communs comprennent limiter la quantité d' oxygène dans l'air et de garder les matériaux combustibles loin du lieu de travail. extracteurs de fumée de soudage sont souvent utilisés pour éliminer les fumées provenant de la source et de filtrer les fumées à travers un filtre HEPA.
Coûts et tendances
Au cours des dernières années, afin de minimiser les coûts de main-d'œuvre dans l'industrie manufacturière de haute production, soudure industrielle est devenue de plus en plus automatisé, notamment avec l'utilisation de robots en soudage par points (en particulier dans l'industrie automobile) et de soudage à l'arc. En robot de soudage, mécanisée dispositifs à la fois maintenir le matériau et effectuer la soudure, et d'abord, le soudage par points était son application la plus courante. Mais robotique soudage à l'arc a été gagne en popularité comme la technologie a progressé. Autres domaines clés de la recherche et développement comprennent le soudage de matériaux différents (tels que l'acier et de l'aluminium, par exemple) et de nouveaux procédés de soudage, comme par friction-malaxage, impulsion magnétique, joint de chaleur par conduction et laser soudage hybride. En outre, le progrès est souhaitable dans la fabrication des méthodes plus spécialisées comme soudage par faisceau laser pratique pour plusieurs applications, comme dans l'aéronautique et l'automobile. Les chercheurs espèrent également mieux comprendre les propriétés souvent imprévisibles de soudures, en particulier microstructure, contraintes résiduelles, et la tendance d'une soudure à se fissurer ou se déformer.